
A 3D-nyomtatás sikerének egyik legfontosabb, mégis leggyakrabban alábecsült tényezője az első réteg tapadása. Ha ez a réteg nem rögzül megfelelően, a nyomat torzulhat, elválhat vagy akár teljesen meghiúsulhat. Ebben a cikkben bemutatjuk, hogyan segítenek a Skirt, a Brim és a Raft beállítások abban, hogy a nyomtatás már az első pillanattól stabil alapokra épüljön.
Tudástár

A FilamentOn kínálatában szereplő filamentek különböző dobkialakításokon érhetők el, a kiszereléstől függően. Az alábbiakban összefoglaljuk a jelenleg használt filament dobokat, és bemutatjuk, hogy mely kiszerelésekhez milyen dob tartozik.

A megfelelő filament kiválasztása alapvetően meghatározza, hogy egy 3D nyomatatott alkatrész mennyire lesz tartós, pontos és használható a gyakorlatban. Nem minden feladathoz ugyanaz az anyag az ideális: számít a terhelés, a környezeti hőmérséklet, a rugalmasság és az esztétikai elvárás is, ami egy kezdő felhasználó számára ez komoly fejtörést okozhat. Ez az áttekintő táblázat abban segít, hogy gyorsan és tudatosan válaszd ki a célodhoz leginkább megfelelő filamentet.
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Lezáró részünkben összefoglaljuk az eddig tanultakat.
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a nyomat geometriáját vizsgáljuk meg.

A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben a letöltött modellek javításáról és áttervezéséről beszélünk: mikor éri meg, és mikor nem.
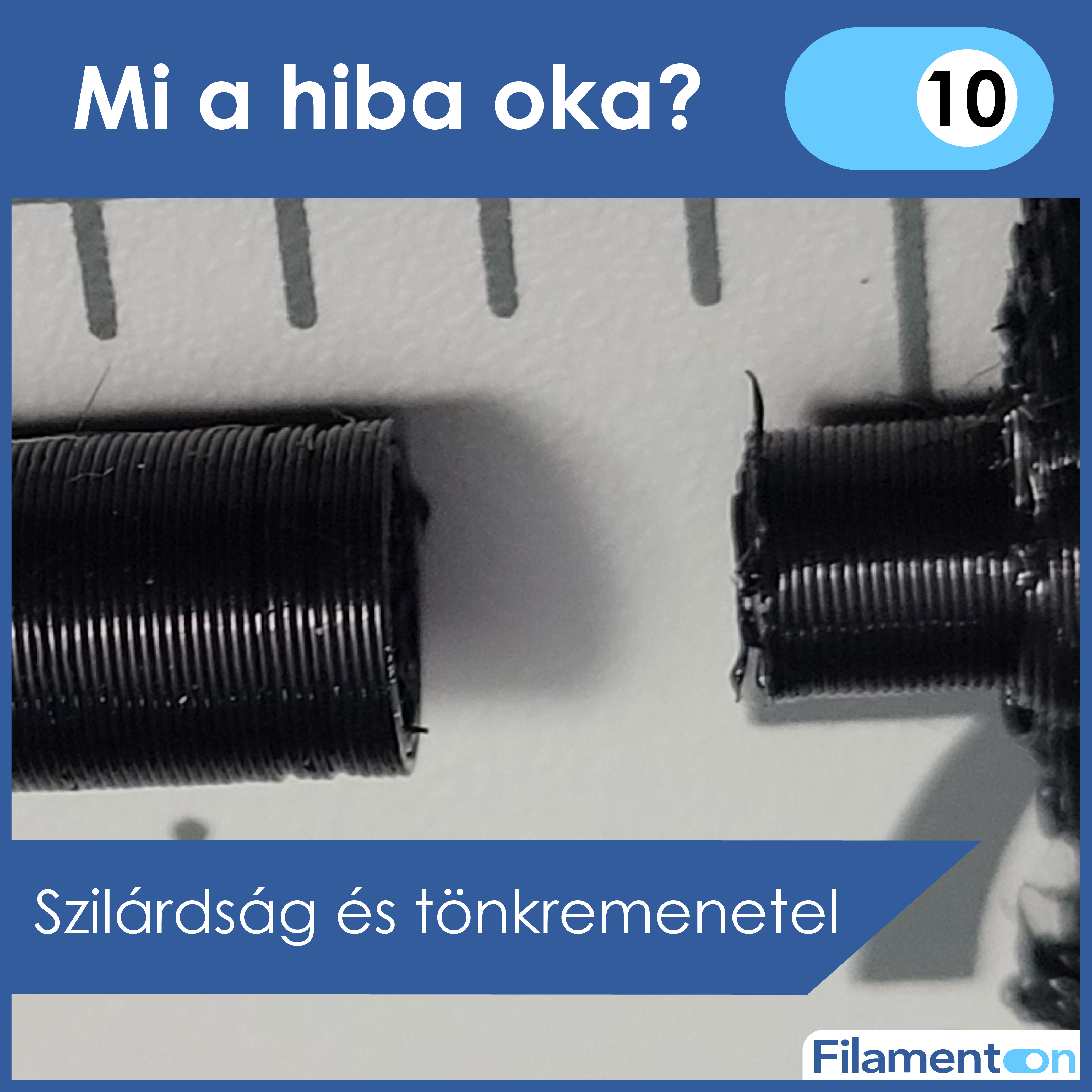
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. A mai téma a merevség és a tönkremenetel.

A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben azt nézzük meg, mikor érdemes modulárisan tervezni, és miért nem jó mindig egyben nyomtatni.
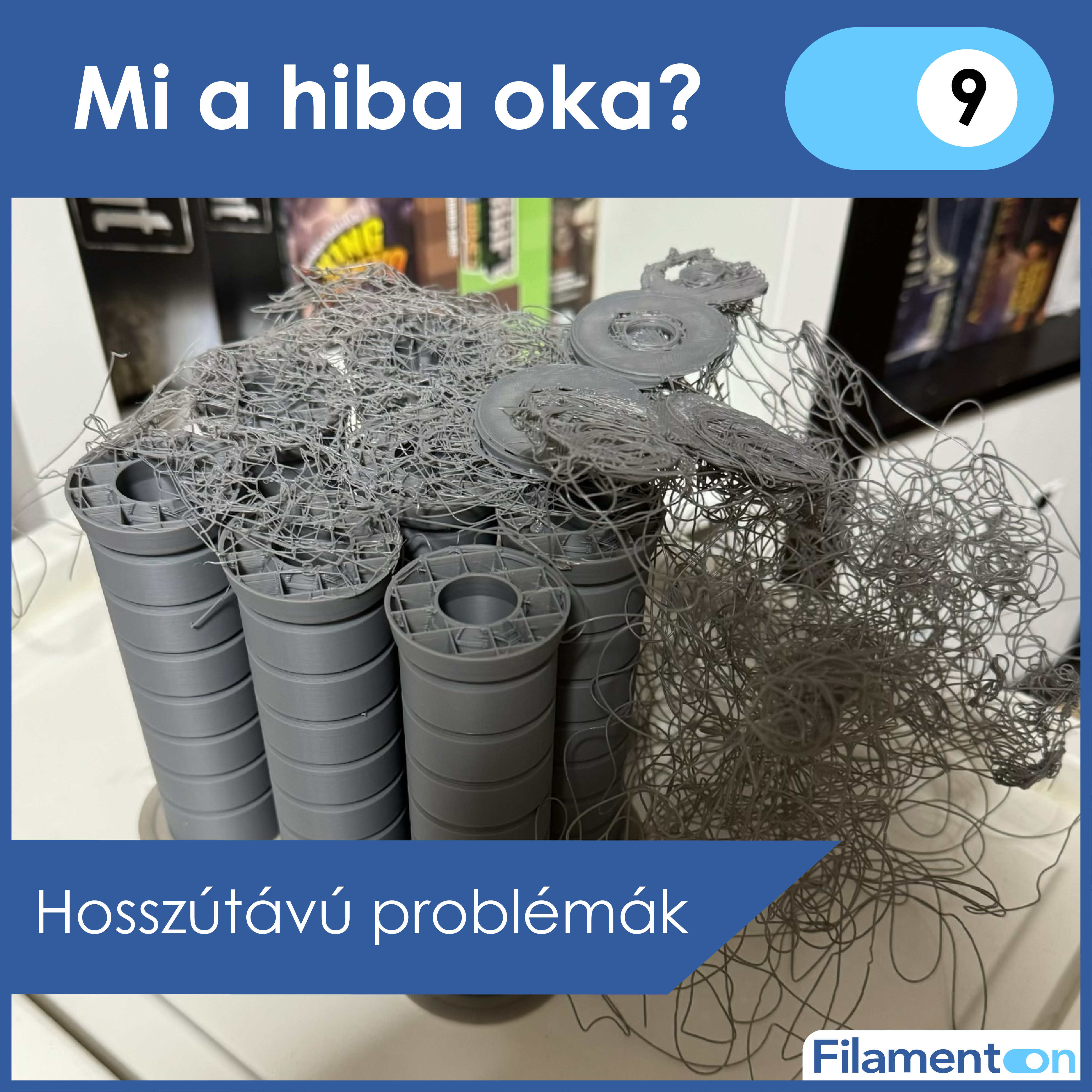
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a hosszú távon kijövő problémákat vizsgáljuk meg.

A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben a sarkok, élek és feszültséggyűjtő pontok szerepét vizsgáljuk meg.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. A mai téma a fúvóka.
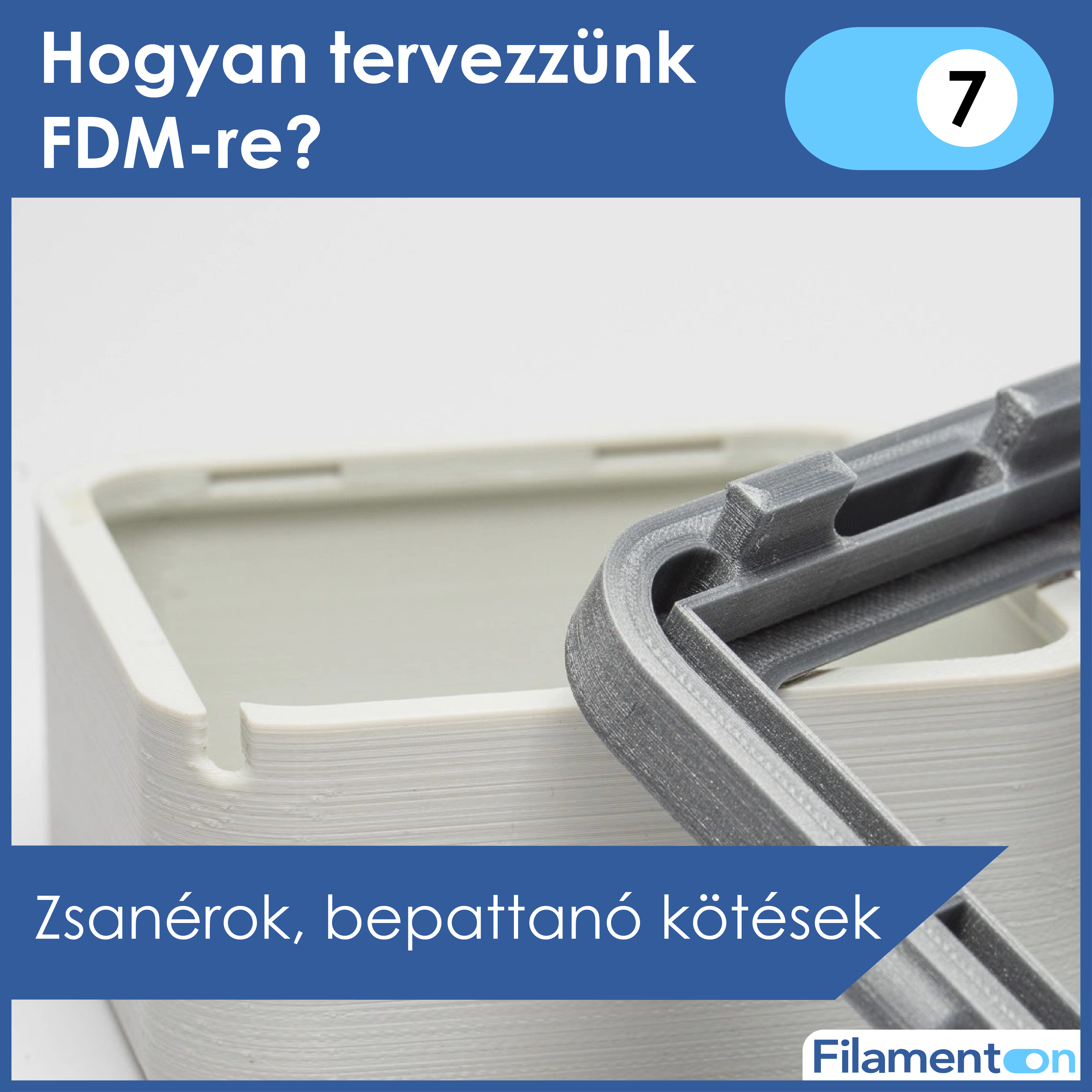
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben a rugalmasság, bepattintások és élő zsanérok tervezésének alapelveiről lesz szó.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma az első réteget vizsgáljuk.

A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben a csavarozás, menetek és tartós rögzítések FDM-es sajátosságait vesszük végig.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a tűrésekkel foglalkozunk.

A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben az illesztések és tűrések kérdését járjuk körbe, és azt, miért „nem passzol” sok nyomat.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Mai témánk a szilárdság.
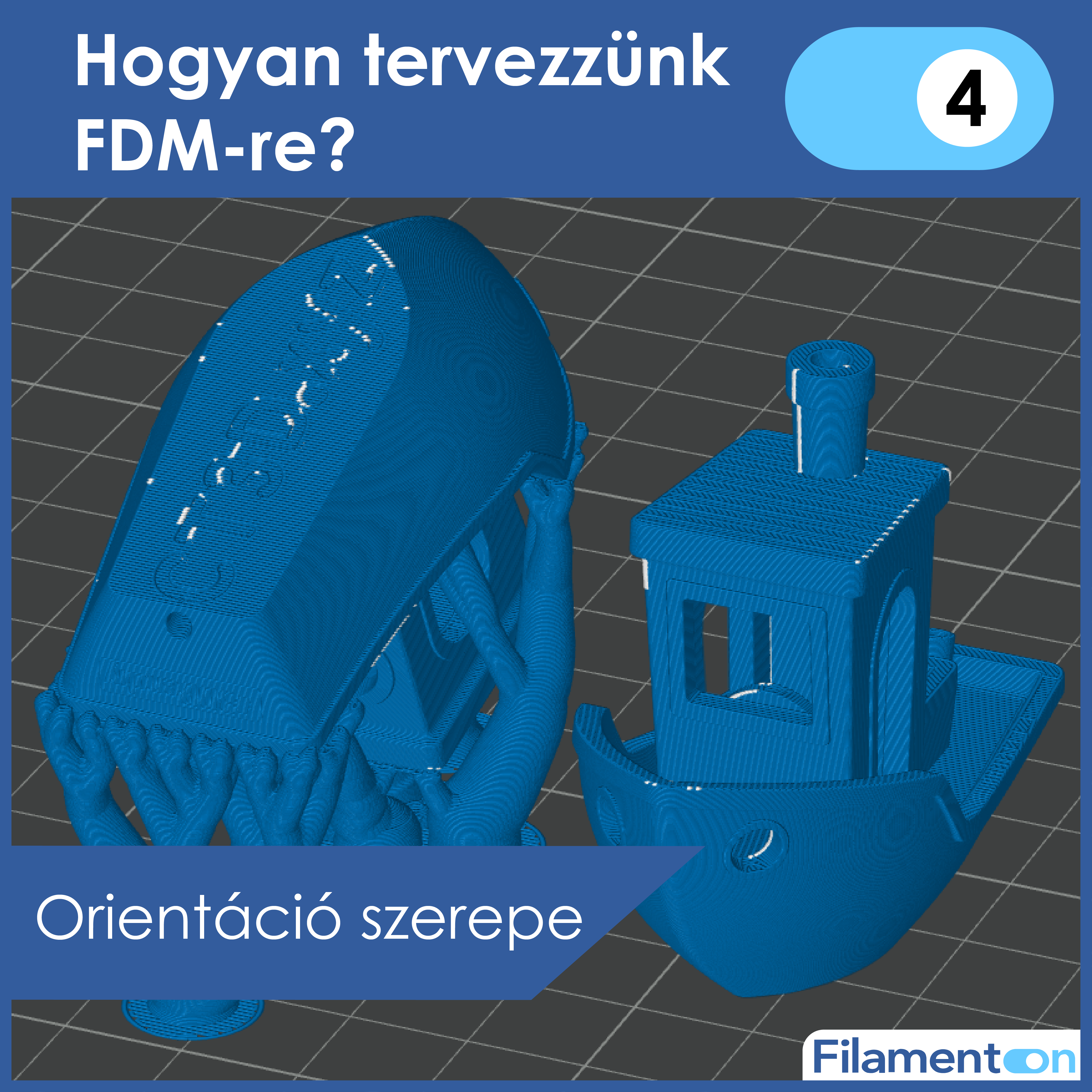
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben azt mutatjuk meg, hogyan befolyásolja az orientáció a felületi minőséget és a méretpontosságot.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Mai témánk a vetemedés.
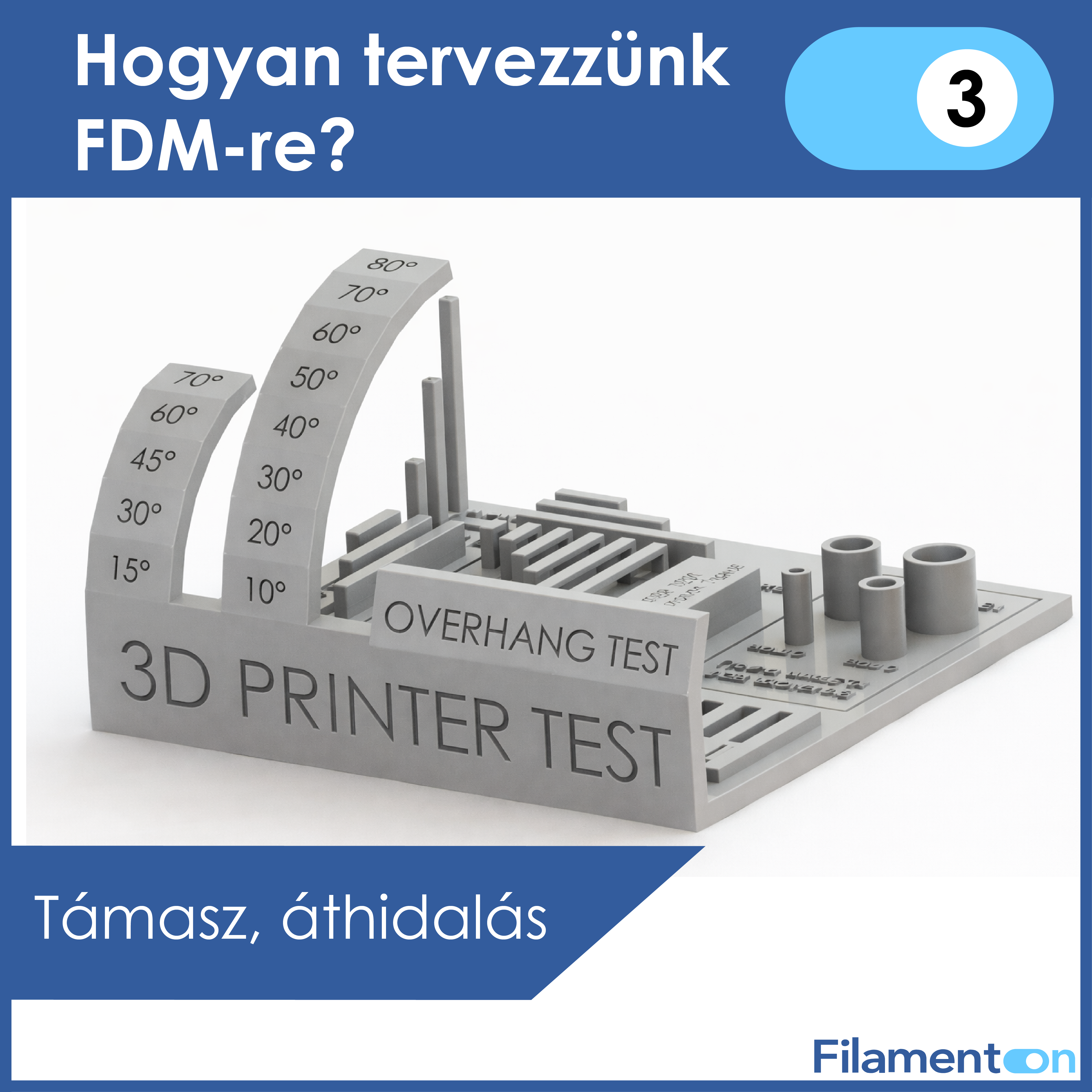
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben az overhangek, hidalások és a support valódi határait vesszük górcső alá.
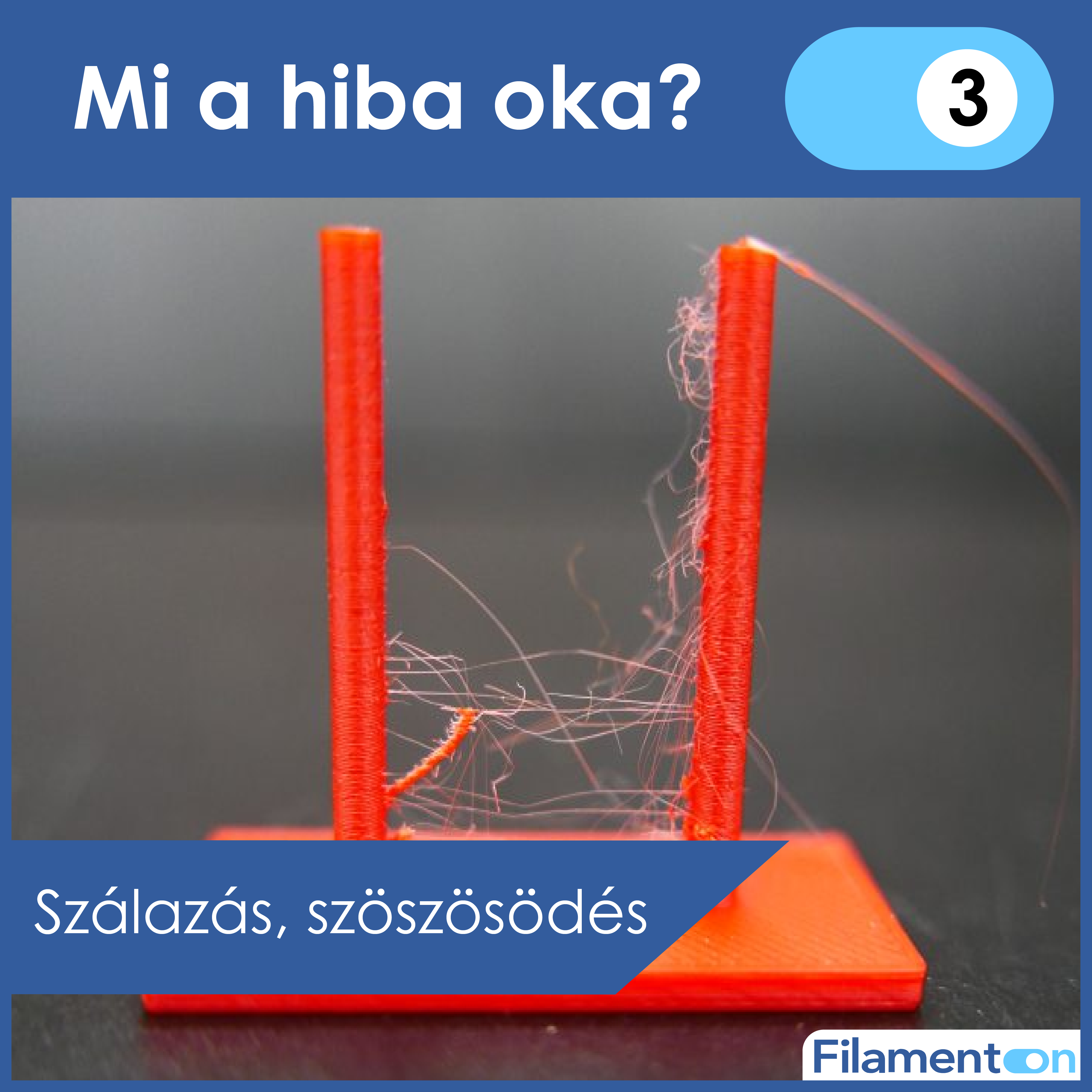
Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma a szálazás problémáját járjuk körül.
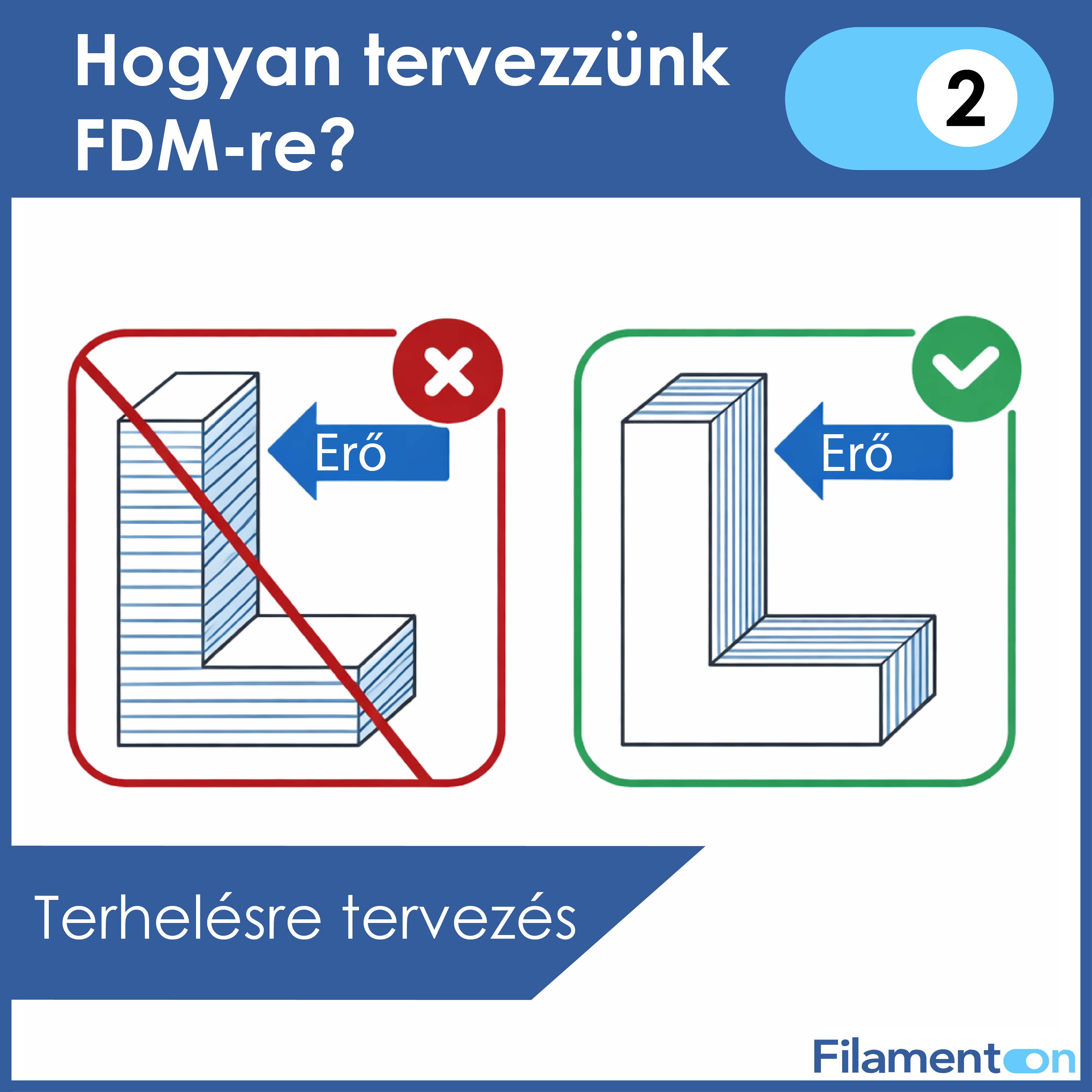
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben azt nézzük meg, hogyan halad az erő egy nyomtatott alkatrészben, és hol fog eltörni a valóságban.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma az rétegtapadási problémákkal foglalkozunk.
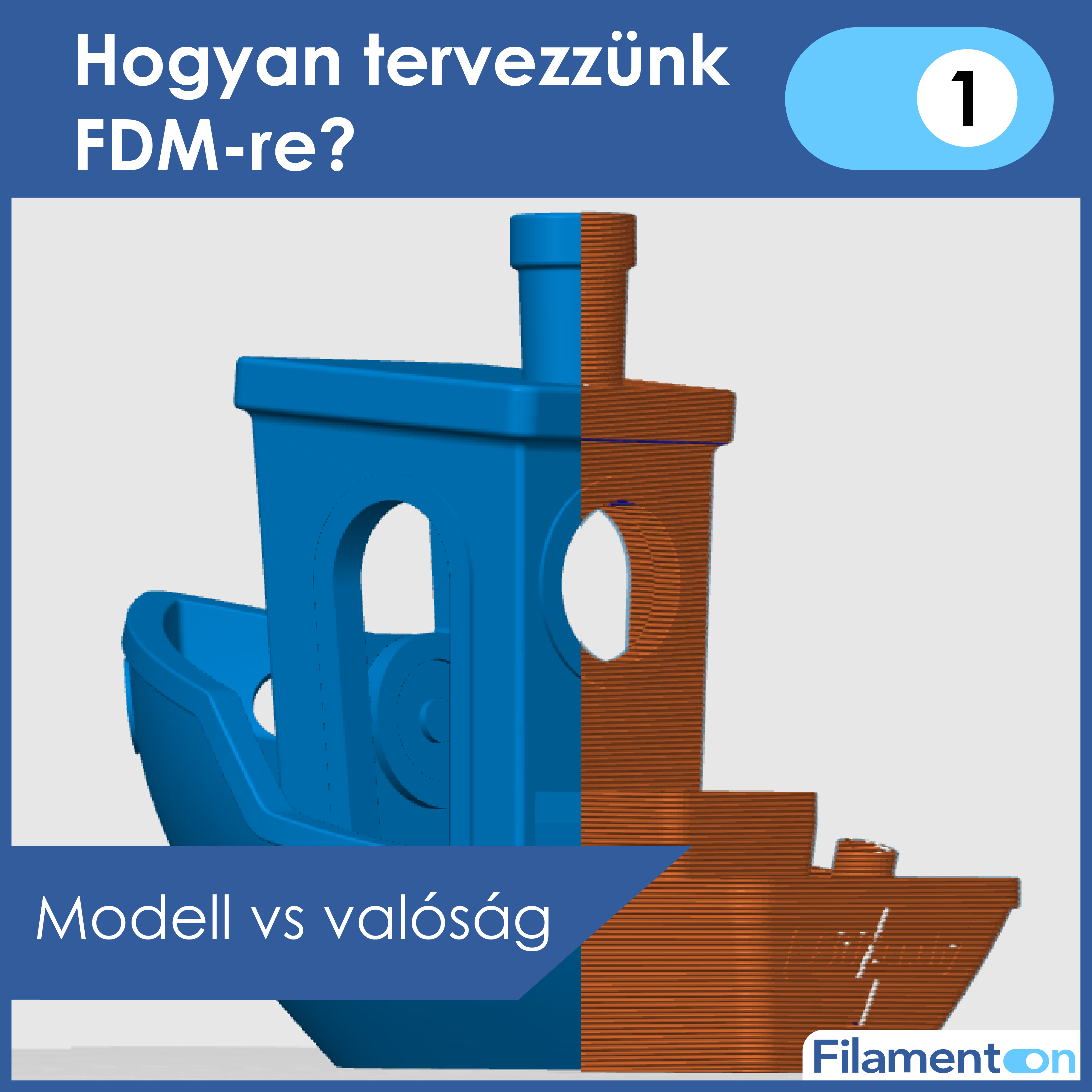
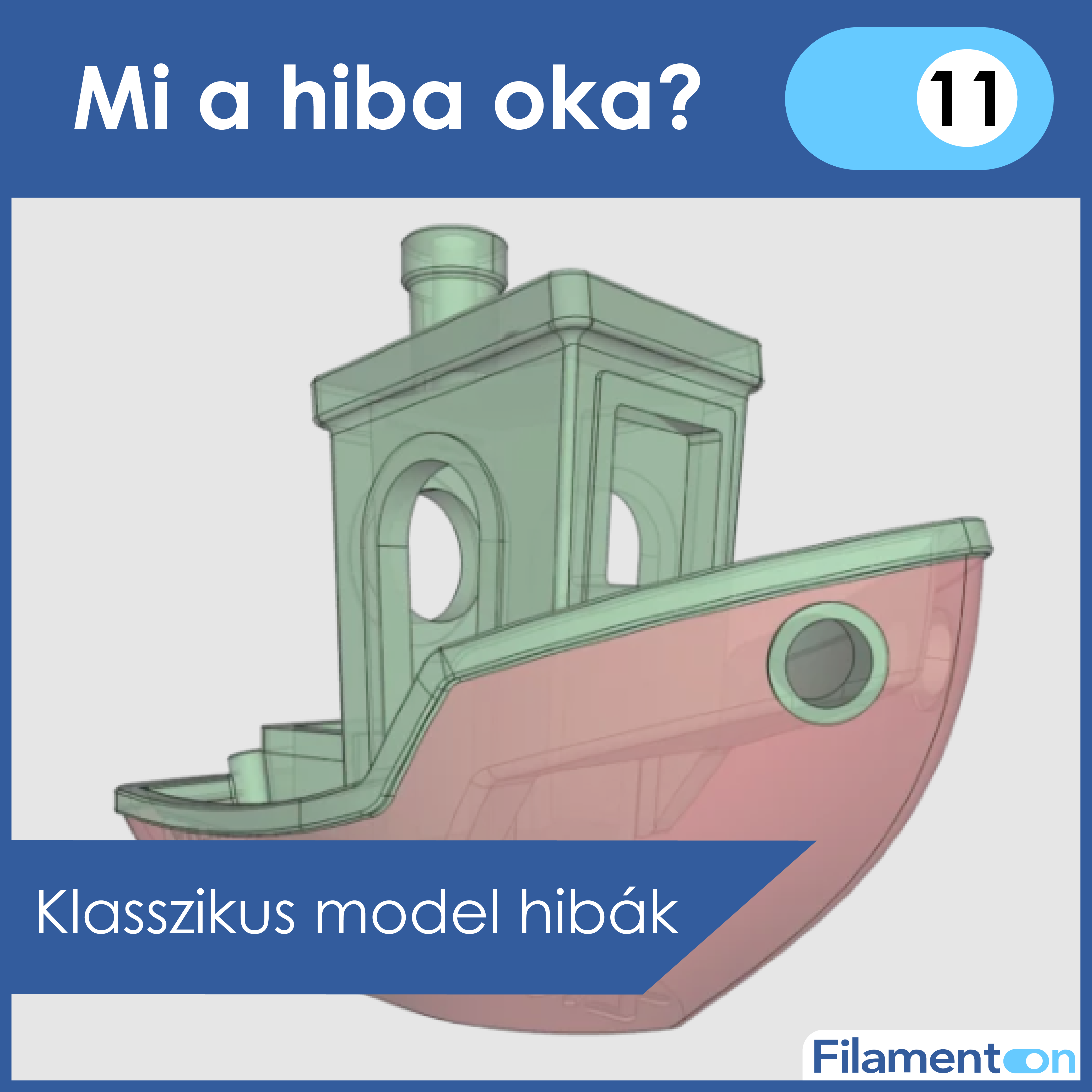
A 3D nyomtatásnál sokszor nem a nyomtatás közben, hanem már a tervezés pillanatában eldől, hogy egy alkatrész a valóságban működni fog-e. Ebben a sorozatban az FDM-re optimalizált gondolkodásmódot mutatjuk be: nem gyors trükköket, hanem összefüggéseket, okokat és következményeket, amelyek minden nyomat mögött ott vannak. Ebben a részben azt járjuk körbe, miért nem nyomtatható minden, ami a képernyőn jól néz ki.

Ha FDM 3D nyomtatással foglalkozol, biztosan volt már olyan nyomatod, amire ránéztél, és érezted: valami nem stimmel. Nem tört el, nem vált le, a méretei rendben vannak, mégsem olyan, mint amilyennek lennie kellene. Ebben a cikksorozatban a célunk az, hogy megértsd, mi miért történik a nyomtatás során, milyen fizikai és mechanikai okok állnak a hibák mögött. Ma az egyenetlen falakkal foglalkozunk.

A PC+PBT egy fejlett műszaki filament, amely a polikarbonát nagy szilárdságát és hőállóságát ötvözi a PBT rugalmasságával és vegyszerállóságával. Az eredmény egy olyan anyag, amely ideális ipari környezetben, autóipari alkatrészekhez vagy elektromos burkolatokhoz. Erős, tartós és megbízható – amikor a PLA vagy a PETG már kevés.

A PMMA, ismertebb nevén plexi vagy akril, a 3D nyomtatás egyik legkülönlegesebb alapanyaga. Átlátszóságával, fényáteresztő tulajdonságaival és esztétikus felületével kitűnik a többi filament közül. Bár a nyomtatása nagyobb odafigyelést igényel, a végeredmény egyedi és látványos – ott, ahol a dizájn és a tartósság egyaránt fontos.
A HIPS egy különleges filament, amely önállóan is könnyű, ütésálló és jól festhető, de a 3D nyomtatásban elsősorban oldható támaszanyagként vált ismertté. ABS-szel kombinálva tiszta és pontos nyomatokat tesz lehetővé, hiszen D-limonénben egyszerűen kioldható. Sokoldalúsága miatt a hobbi és ipari felhasználók körében is népszerű választás.

A rugalmas filamentek különleges helyet foglalnak el a 3D nyomtatás világában, hiszen olyan tulajdonságokat kínálnak, amelyekkel a merev anyagok nem versenyezhetnek. A TPS ötvözi a gumi rugalmasságát a műanyagok könnyű feldolgozhatóságával, így ideális választás strapabíró, nyúlékony alkatrészekhez.


A bonyolult 3D nyomtatott termékek egyik legnagyobb kihívása a megfelelő támaszanyag kiválasztása. A PVA (polivinil-alkohol) ebben nyújt segítséget, ugyanis vízben oldódik, így a támaszanyagok maradéktalanul eltávolíthatók a kész modellről. Ez lehetővé teszi a tiszta, pontos végeredményt még a legösszetettebb formák esetében is.



A polipropilén (PP) az egyik legkönnyebb és legrugalmasabb 3D nyomtatási alapanyag, amely kiváló vegyszerállósággal rendelkezik. Bár nyomtatása kihívást jelent, a megfelelő körülmények között tartós, hajlékony és ütésálló termékeket eredményez. Ideális ipari és speciális felhasználásokhoz.


A poliamid (PA, közismertebb nevén nylon) az egyik legerősebb és legtartósabb 3D nyomtatási alapanyag. Rugalmas, ütésálló és hőálló, ezért ipari felhasználásra, funkcionális prototípusokhoz és nagy igénybevételnek kitett alkatrészekhez is ideális. Nyomtatása kihívás, de a megfelelő körülmények között a PA verhetetlen teljesítményt nyújt.

A PETG a 3D nyomtatás közkedvelt alapanyaga: erősebb és hőállóbb, mint a PLA, mégis sokkal könnyebben nyomtatható, mint az ABS. Tartós, szívós és kevésbé vetemedik, így hobbitól a funkcionális prototípusokig széles körben használható. Ideális választás mindenkinek, aki megbízható, hosszú élettartamú termékeket szeretne készíteni.

Vannak olyan dolgok, amikből sosem találjuk meg az épp megfelelőt – a ceruzaelemek tipikusan ilyenek. Az ember keresgél a fiókban, és mire talál egyet, az persze lemerült. A hasznos nyomtatható modelleket bemutató sorozatunk mai darabja pontosan erre kínál megoldást: segít rendszert vinni az elemek közé, hogy mindig tudd, mid van és mid nincs.

Az ABS a 3D nyomtatás egyik legrégebbi és legnépszerűbb műszaki alapanyaga. Erős, ütésálló és hőálló. A LEGO-kockáktól kezdve az autóipari alkatrészekig mindenhol találkozunk vele. Nyomtatása több odafigyelést igényel, mint a PLA vagy a PETG, de cserébe tartós, valóban funkcionális termékeket kapunk.


A politejsa (PLA) a 3D nyomtatás egyik legnépszerűbb és legkedveltebb alapanyaga. Magas keményítőtartalmú növényekből, azaz megújuló forrásokból készül, így környezetbarátabb alternatívát jelent. Emellett rendkívül egyszerű vele dolgozni. A PLA tökéletes választás, ha most ismerkedsz a 3D nyomtatással. Kattints a részletekért!
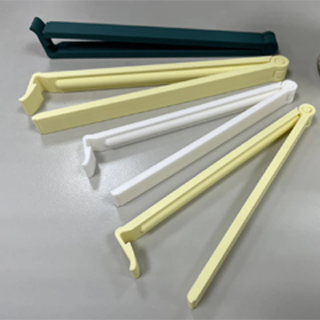
Biztosan előfordult már veled is, hogy kinyitottál egy zacskó chipset, kávét vagy fagyasztott zöldséget, aztán csak próbáltad valahogy visszazárni – és persze másnapra kiszáradt, kiömlött vagy elvesztette az ízét. Pont erre a mindennapi bosszúságra kínál megoldást ez az egyszerű, de nagyon hasznos 3D nyomtatható modell: a zacskózáró csipesz.
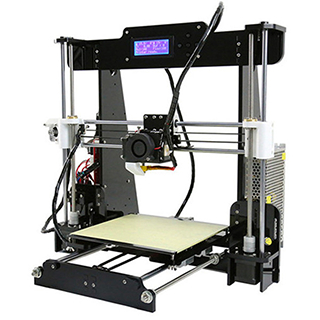
Folytatjuk sorozatunkat, amelyben az elmúlt közel húsz év legmeghatározóbb FDM nyomtatóit idézzük fel. Ezúttal egy olyan gép kerül a középpontba, amely nem a precizitásáról vagy kifinomult megoldásairól vált ismertté, azonban hatalmas közösséget épített maga köré, és rengeteg embert vezetett be a 3D nyomtatás világába. Ismerd meg az Anet A8-at, a nyomtatót amelytől egyszerre lehetett félni és tanulni.

Sorozatunkban eddig főként autós és kültéri kiegészítőket mutattunk be, most viszont egy olyan modell következik, amely békét, stílust és egy kis designérzéket hoz az otthonodba. Ez a 3D nyomtatott könnycsepp formájú locsolókanna nemcsak hasznos, hanem kifejezetten mutatós darab – így akár ajándékként is megállja a helyét.

Sorozatunk új részében, amelyben az FDM technológia legikonikusabb 3D nyomtatóit idézzük fel, most egy igazán különleges gépre vetjük a reflektorfényt. Olyan modellről van szó, amely nemcsak méreteivel, hanem merőben szokatlan felépítésével is kitűnt a kor nyomtatói közül. Ismerd meg a SeeMeCNC Rostock MAX-ot, az egyik legelső, valóban működő és a közösség számára is elérhető delta nyomtatót, amely új fejezetet nyitott a 3D nyomtatás világában.

Sorozatunk célja változatlan: olyan 3D nyomtatható modelleket mutatunk be, amelyek nemcsak jól néznek ki, hanem ténylegesen megkönnyítik a mindennapokat. Ezúttal ismét az autóban nézünk körül – és egy olyan kiegészítőt hozunk, ami kicsi, de annál hasznosabb, különösen, ha gyakran viszel táskát vagy bevásárlószatyrot az anyósülésre.


Sorozatunkban olyan, otthon is könnyen nyomtatható modelleket mutatunk be, amelyek nemcsak látványosak, hanem valódi segítséget jelentenek a mindennapokban. Ezúttal a kertbe viszünk el egy ötletes megoldást – a nyári szezon egyik leggyakoribb bosszúsága, a csigák ellen.
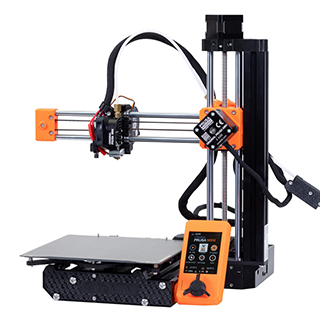
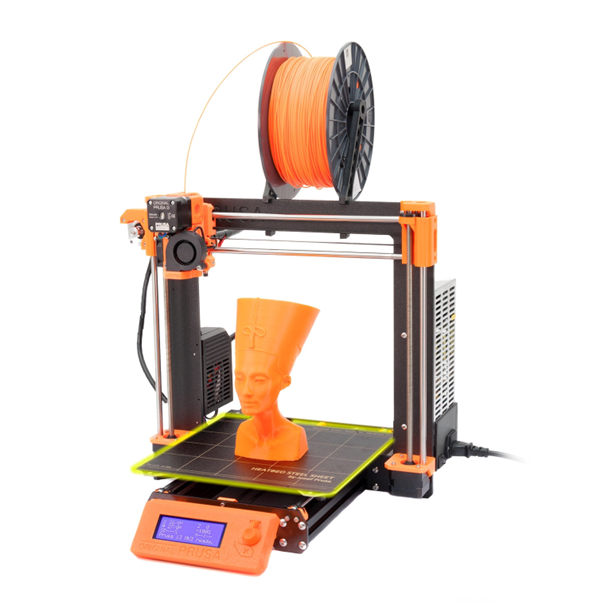
Folytatódik sorozatunk, amelyben visszatekintünk az elmúlt közel húsz év legnagyobb hatású FDM 3D nyomtatóira. Célunk, hogy megértsük, hogyan jutottunk el a barkácsprojektekből a mai, dobozból kivéve működő, plug-and-play gépekig. Ezúttal egy olyan nyomtatót mutatunk be, amely nemcsak egy technológiai mérföldkő volt, hanem mozgalommá nőtte ki magát. Mai nyomtatónk a Prusa i3 (2012).

Biztosan olvastad már az internetet böngészve, hogy a filamentek többségét felhasználás előtt szárítani ajánlott, hiszen azok az idővel nagymértékű nedvességet vehetnek fel. Az is feltűnhetett, hogy a hosszan nedves állapotban hagyott alapanyag törékenyebbé válik, a nedvesen nyomtatott anyag pedig gyengébb tulajdonságokkal rendelkezik, mint a szárított alapanyaggal készült tárgyak, de mégis mi lehet ennek az oka?

Sziasztok! Ez a bejegyzés azért készült, hogy megmutassuk, hogy hogyan kell megfelelően modellezni a Fuzzy Skin feature megfelelő használatához, illetve, hogy a Prusa Slicerben hogyan kell megfelelően alkalmazni a Fuzzy Skint eszközt.A modellezést Fusion 360-ban végeztük, ez mindenki számára ingyen elérhető, illetve vállalkozók és cégek számára is viszonylag olcsón beszerezhető.
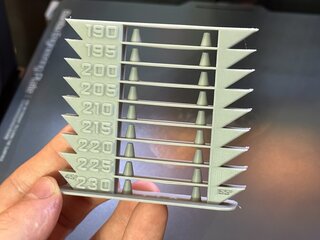
Az alábbi tesztet azért készítettük el nektek, hogy bemutassuk a nyomtatási hőmérséklet hatását a nyomtatott alkatrészek mechanikai szilárdságára.

Az additív gyártástechnológiák (AM technológiák), hétköznapi nevén a 3D nyomtatás folyamatosan egyre nagyobb teret nyernek a hagyományos gyártástechnológiák mellett. Viszont sokszor nem egyszerű eldönteni, hogy mikor melyik anyagot érdemes választani.
Amennyiben neked is fejtörést okoz, milyen anyagot mikor érdemes választani, akkor ez a poszt neked szól.
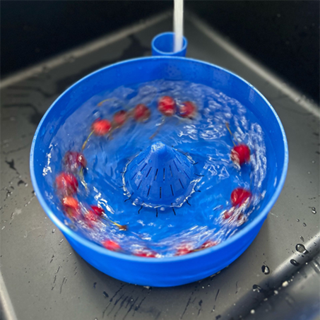
A 3D nyomtatással ma már messze nemcsak dísztárgyakat lehet vele készíteni. Egyre több olyan ötletes modell jelenik meg, ami valóban megkönnyíti a mindennapokat. Most egy ilyen praktikus darabot hoztunk: egy víznyomással működő, teljesen automatikus zöldség- és gyümölcsmosót, ami egyszerre egyszerű, környezetbarát és kifejezetten látványos működés közben.
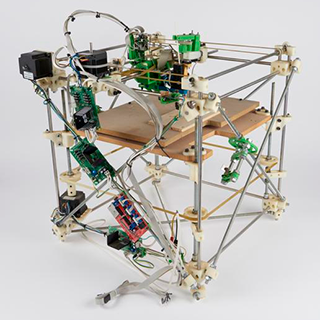
Ma már természetes, hogy bárki használhat 3D nyomtatót otthon, de ez közel sem volt mindig így. Új sorozatunkban visszatekintünk a hobbinyomtatás kezdeti időszakára és legjelentősebb mérfölköveire. Az első részben a 2007-es RepRap Darwin nyomtatót mutatjuk be, amely sokak szerint elindította az otthoni 3D nyomtatás forradalmát.

Folytatjuk sorozatunkat, amelyben az elmúlt közel 20 év legmeghatározóbb FDM 3D nyomtatóit mutatjuk be. A célunk, hogy visszatekintsünk azokra a mérföldkövekre, amelyek elvezettek a mai plug-and-play 3D nyomtatókhoz. Ezúttal egy olyan gépet veszünk elő, amely a hobbi 3D nyomtatás egyik valódi alapköve volt: a MakerBot Cupcake CNC-t.
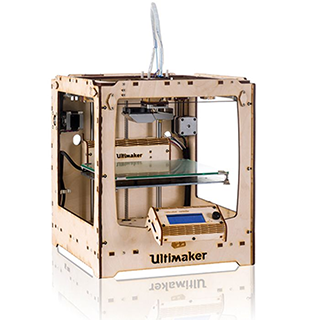
Folytatódik sorozatunk, amelyben visszatekintünk az elmúlt két évtized legmeghatározóbb FDM 3D nyomtatóira. Célunk, hogy bemutassuk, hogyan váltak a barkácsolók hóbortjából egy valódi, ipari szinten is elismert technológiáva ezek a berendezések. A mai részben egy olyan gépről lesz szó, ami a talán elsőként hozta el az ipari sztenderdeket a hobbi felhasználók világába. Mai nyomtatónk a 2011-ben bemutatott Ultimaker Original.

A 3D nyomtatás számunkra nem csupán egy technológiai érdekesség, hanem egy lehetőség arra, hogy a mindennapi életet kreatívabbá és praktikusabbá tegyük. Ezúttal egy apró, de nagyon hasznos autós kiegészítőt hoztunk: egy csíptethető szemüvegtartót, amit egyszerűen a napellenzőre rögzíthetsz.